На фото отливка венца, точнее полувенец оно же отливка составного колеса диаметром больше 3 метров.
Венец зубчатый разъемный - одна из основных деталей экскаваторов ЭКГ-5 , 5А ; ЭКГ-4,6 ; ЭКГ-8 ; ЭКГ-10 ; ЭКГ-12,5 ; ЭКГ-15 . Уникальные экскаваторы с ковшами больших объемов, а также шагающие экскаваторы ЭШ также оборудованы зубчатым венцом . Его назначение - деталь, вокруг которой с помощью шестерни вращается платформа экскаватора со стрелой, силовыми агрегатами и кабиной машиниста. Зубчатый венец монтируется на нижней раме экскаватора зубьями наружу. По внешней части венца вращаются шестерни.
Технология производства венцов зубчатых
Производство зубчатого венца
начинается с изготовления литейной модельной оснастки. Далее модельный комплект передается в литейное производство, где с его помощью формуется литейная форма. Далее модель венца вытаскивается из песчаной формы и в образовавшееся пространство заливается металл. Отливка зубчатого венца после обрезки прибылей и литниковой системы далее подается на термообработку, где происходит улучшение структуры металла и снятие внутренних напряжений. Дробеструйная очистка отливки - завершающая стадия получения заготовки «зубчатый венец экскаватора
». Заготовка-отливка состоит из 2-х или 4-х частей, в зависимости от размера венца.
Далее на каждой из частей механически обрабатываются соединительные торцы и растачиваются крепежные отверстия. После этого венец собирается и выполняется мехобработка диаметров и торцов зубчатого венца. Окончательная обработка - зубонарезка выполняется на зубофрезерном станке червячными или модульными фрезами в зависимости от модуля зуба и имеющегося оборудования. Зубчатый венец рекомендуется окрашивать для защиты от коррозии и обозначения рабочих поверхностей. Изделие сдается на приемку контролеру и сразу «с колес» отгружается заказчику или попадает на склад. Вот сейчас можно сказать, что работа завершена и зубчатый венец экскаватора в наличии на складе.
Стальные венцы, зубчатые колеса, отливки колес
Зубчатый венец
- это важнейшая деталь для аппаратов с вращающимися барабанами (такие как печи и сушилки).
По конструкции зубчатые венцы бывают цельные и разъемные, с наружным или внутренним зацеплением. Разъемные венцы с наружным зацеплением могут быть с обработанными и литыми, необработанными, зубьями; по форме — с прямыми, косыми и шевронными зубьями. Разъемные венцы с внутренним зацеплением следует рассматривать как редкое исключение.
ОАО АрсеналДеталь сможет изготовить и поставить по чертежам заказчика стальные венцы, зубчатые колеса, отливки колес разного типа:
- венец зубчатый с наружным или внутренним зацеплением
- венцы зубчатые разъемные или цельные
- венец зубчатый с литыми/обработанными зубьями прямой, косой или шевронной формы
Параметры зубчатых бронзовых венцов:
- масса до 60 тонн,
- диаметр до 15 метров,
- нарезка зуба до модуля m-60 включительно.
Венцы проходят лабораторные испытания на выявление литейного брака как раковины, трещины, закалка металла, твердость поверхности и др.
Стальные венцы используются в шаровых и стержневых мельницах МШР, МШЦ, МСЦ, сушильных барабанах, экскаваторах ЭКГ, ЭШ и другого оборудования.
Чаще всего венцы для шаровых мельниц
изготавливают разъемными - это облегчает выполнение сразу нескольких технологических операций:
1. Вес отливки отдельной половины венца (сектора) уменьшается вдвое или даже вчетверо.
2. Транспортировка секторов венца может выполняться стандартным транспортом без сопровождения спецмашин,
3. Значительно упрощается установка и сборка венца на барабан мельницы.
При сборке приводной части шаровой мельницы МШР или МШЦ требуется соблюдать определенные допуски на сборку и установку таких ответственных деталей как Венец зубчатый разъемный, Вал-шестерня подвенцовая:
1. Зубчатый венец
устанавливается на барабан шаровой мельницы в разобранном виде
2. сопрягаемые кольцевые поверхности венца и барабана мельницы должны быть тщательно подогнаны для исключения деформации венца и его быстрого износа.
3. Контактные поверхности зубчатого венца и вал-шестерни, которые сняты с хранения или после перевозки должны быть зачищены от краски
4. Несопрягаемые поверхности остаются окрашенными для защиты от коррозии
5. торцовая поверхность венца и фланец барабана мельницы должна соприкасаться с допустимым местным зазором не более 0,15 мм
6. Сборка половин венца должна обеспечить плотное соприкосновение их. Зазор не должен превышать 0,1 мм
7. Биение зубчатого венца регламентируется конструкторской документацией, но обычно не должно превышать 0,25 мм
8. Биение торцевой поверхности зубчатого разъемного венца не должно превышать 0,35 мм.
НОВОЕ В ПРОЕКТИРОВАНИИ И ПРОИЗВОДСТВЕ ШАРОВЫХ И СТЕРЖНЕВЫХ МЕЛЬНИЦ
Отливка колес и зубчатых венцов
ВЕНЕЦ ЗУБЧАТЫЙ РАЗЬЕМНЫЙ ДЛЯ ШАРОВОЙ МЕЛЬНИЦЫ
ПРОИЗВОДСТВО ЗУБЧАТЫХ ВЕНЦОВ ДЛЯ МЕЛЬНИЦ
Зубчатое зацепление пары вал-шестерня и венец разъемный представляет собой передачу с эвольвентным зацеплением. Для изготовления приводной части мельниц «Арсенал-Деталь» применяет следующие материалы:
Для венцов это в основном сталь 35Л
, 40Л
или 45Л
. Для тяжелых условий эксплуатации венцы отливаем из легированных марок сталей 30ХМЛ
, 35ХМЛ
, и подобных.
Вал-шестерни чаще всего изготавливаются из легированной стали 34ХН1М
, 38ХНМ
, 38Х2НМ
, но для ненагруженных валов можно применять сталь 40Х
.
Технологический процесс:
Во-первых изготавливается литейная модельная оснастка. Затем с ее помощью формуется литейная форма. Венцы отливаем методом литья в песчаные формы, затем отливка проходит термообработку - отпуск или нормализацию.
Механическая обработка обеспечивает снятие литейных припусков. В последнюю очередь выполняется наиболее ответственная технологическая операция - зубонарезка. Она выполняется на зубофрезерном станке большого диаметра и обеспечивает шероховатость до Ra 2,5.
Контроль: Отливка проходит стадии контроля химсостава и механических свойств. Обработанный венец контролируется в разобранном и собранном виде на соответствие размерным и геометрическим параметрам, установленными конструктором.
Примененение: зубчатые передачи с применение зубчатых венцов применяются для передачи мощности от 25000 кВт до 100000 кВт. Обеспечивается это разным передаточным отношением и скоростью 150м/с до 300м/с.
В большинстве случаев зубчатые венцы применяются в горном оборудовании, цементных мельницах и печах, обжиговых печах и холодильниках, подъемном оборудовании, металлургическом машиностроении и другом оборудовании с малой скоростью вращения и тяжелых условиях эксплуатации.
«АрсеналДеталь» производит венцы со следующими размерами: наружный диаметр до 8 метров, модуль 50 мм. Венцы могут быть как неразъемные, так и разъемные состоящие из 2-х, 4-х или 8 секторов.
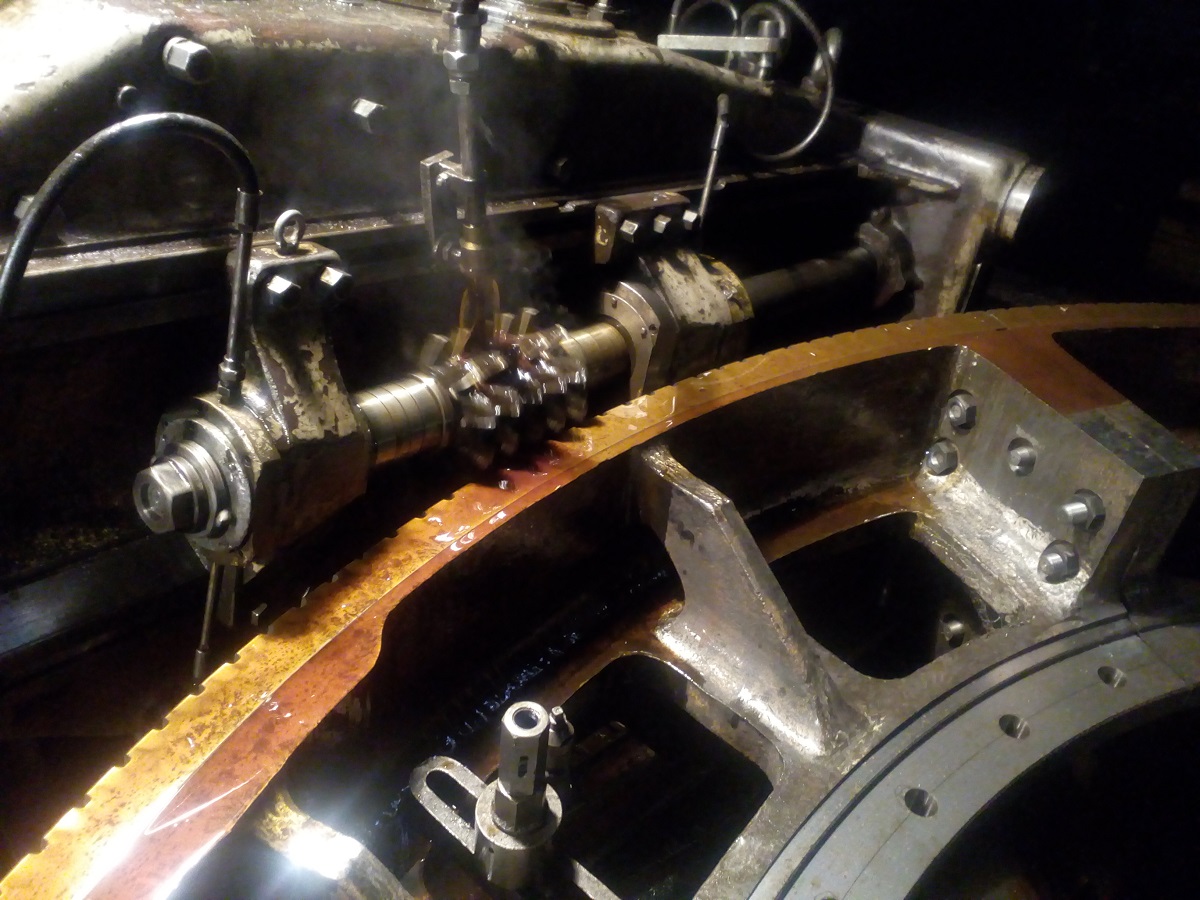
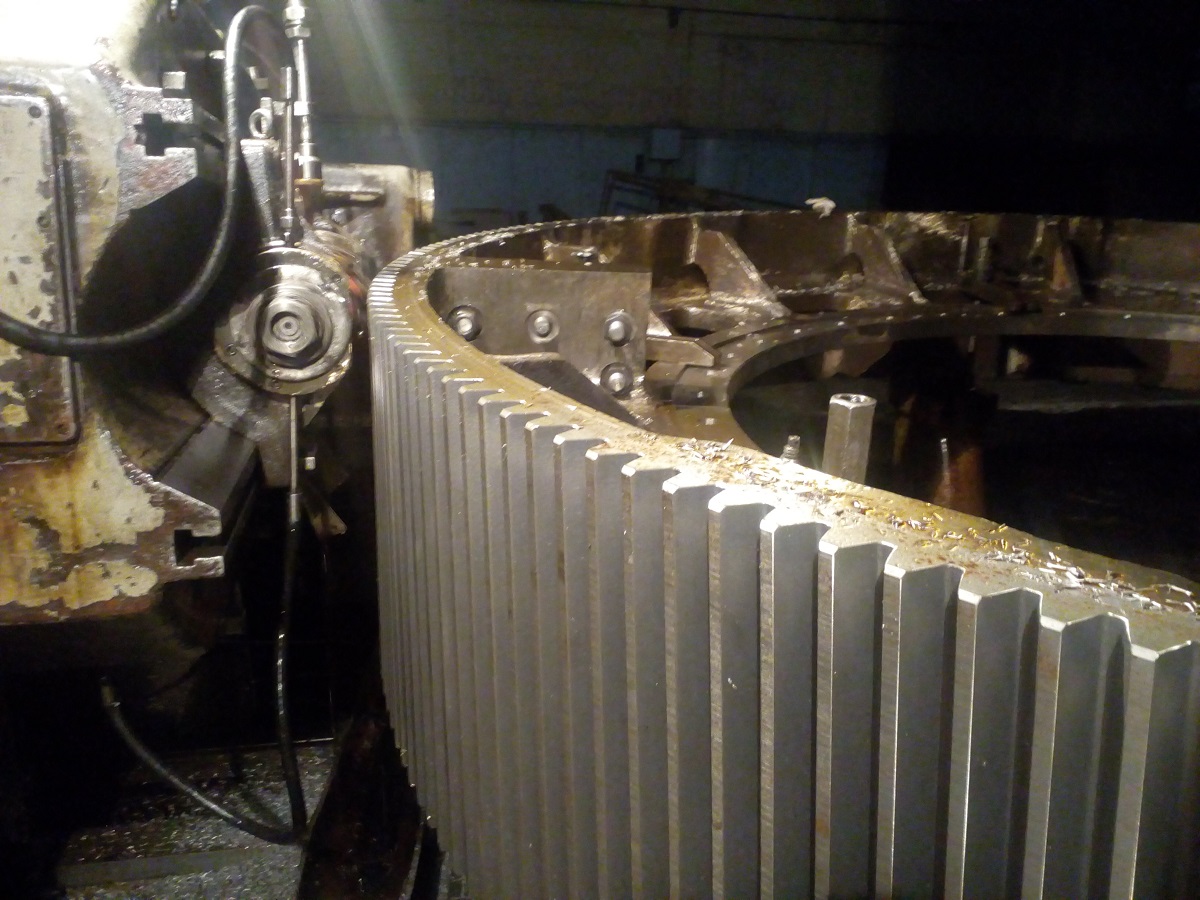
Данный зубчатый венец я нарезал на зубофрезерном станке 5В345П. Характеристики венца:
Число зубьев (z) 254.
Угол наклона левый 5 38 2.
Диаметр насколько я помню 5144 мм, чуть больше планшайбы, что не очень удобно, так масло сбегает с венца (правда есть специальный паз для такого варианта).
Высота 800 мм (то же по памяти).
Размер по памяти))) — h-14,95, s-26,3 и 26,03.
В чём нюансы нарезки подобной шестерни, зубчатого венца таких гигантских размеров? Конечно физически тяжеловаты настройки: сдвинуть стойки, оправка на 100 на которую требуется «натянуть» фрезу, выставлять тоже не так легко как более маленькую шестерню, собрать все крепёжные приспособления, надёжно закрепить, ну и чего только стоит шестерня на 127 на гитаре деления!
Особо хочется отметить это биение зубчатого венца такого размера, ну и конечно конусность! Колесо с двух частей которые привозят, а потом у нас собирают. Очень часто существует определённое биение после сборки, возможно есть биение после токарной обработки, так как это венец большого диаметра. Бывают переходы на стыках. Возможна деформация во время нарезки зуба. Был случай с окружным биением 1 мм и конусностью 1,5 мм!!! Размер делается так: от самого «толстого» зуба забираем верхний или средний размер (требуется обговорить это с заказчиком), а остальные зубья как получится. Естественно получается к примеру верхний размер и прослабление. Биение этого венца было «среднее» (секретик, не сильно большое), конусность вообще сказка — 0,15. Так что размер получился вполне даже неплохой, идеал на такого рода шестернях получается довольно редко.
Настройки:
- Расставляем стойки 5144 — 110.
- Зажимаем стойки.
- Настраиваем гитару деления — 30/127 — 40/80. Я поставил 30/80 — 40/127, так как шестерня 127 не проходит именно в таком варианте.
- Настраиваем гитару дифференциала.
- Ставим оправку на 100.
- Ставим фрезу модуль 20 и зажимаем всё это. Фрезу надо ставить за центром, что бы не брал первый зуб фрезы, если и берёт, то самую малость.
- Разворачиваем суппорт, предварительно посчитав на сколько (5 38 2 + 4 46).
- Ставим венец и выставляем.
- Зажимаем венец.
- Касаемся посреди стыков сверху и снизу. Всё должно быть посредине. Корректируем это.
- Просчитываем зубья.
- Подаём черновой размер (42 — 42,5).
- Прорезаем.
- Меняем фрезу после черновой обработки, так как не одна фреза не выдержит черновую и чистовую. Часто приходится менять и на черновой. Фрезу ставим примерно по центру и центруемся. Центроватся надо аккуратно. Одну сторону будет брать сильно у донышка, вторую ближе к вершине зуба, такова специфика (нужен опыт).
- Проходим под меру.
- Забираем чистовую учитывая существующее биение без которого тут не бывает.
- Прорезаем.
Работа интересная, творческая. В начале тяжело физически, затем сутками наблюдаем, надо только менять контейнер под стружку.
Несколько фотографий (в следующий раз, фотографии будут качественней):




Получился просто красавчик! Есть ещё некоторые нюансы о которых я вам расскажу в следующих статьях.
К вашему вниманию два видео сделанные мной:
Поделится, добавить в закладки!
Зубчатый венец в одном случае без каких-либо промежуточных элементов выполнен за одно целое с валом (рис. 1, а), что целесообразно при малом числе зубьев.
Зубчатые венцы с утолщенным по сравнению с зубьями ободом (рис. 13, б) применяют в ступичных звездочках больших диаметров, имеющих в большинстве случаев спицы. Уширенную часть обода обычно по торцам не обрабатывают. Обработке подвергают по торцам лишь ту часть обода, которая перекрывается пластинками цепи. Диаметр обработанной части обода выбирают таким, чтобы сохранить гарантированный зазор между пластинками цепи и обода с учетом износа зубьев.
Зубчатый венец работает в условиях знакопеременных нагрузок, осложняемых высокими температурами и деформациями корпуса печи. Это приводит к преждевременному разрушению узла крепления венца к корпусу печи. Ремонт и реставрация этого узла являются обязательной операцией во время капитального ремонта вращающейся печи. Если из-за деформации корпуса печи и нарушения узла крепления зубчатого венца его биение превышает допустимую величину, равную 3 мм, то венец необходимо центровать заново.
Зубчатые венцы, шатуны, зубчатые колеса, пальцы, оси и другие детали станкостроения, автотракторостроения, горнорудного, угольного и других отраслей машиностроения.
Зубчатые венцы, шатуны, зубчатые колеса, пальцы, оси л другие детали станкостроения, автотракторостраения, горнорудного, угольного и других отраслей машиностроения.
| Зубчатая муфта. |
Зубчатые венцы на ступицах обточены по шаровой поверхности с центром на оси ступицы.
Зубчатый венец подобен кольцу, толщина которого больше толщины цилиндра. Поэтому в зоне перехода кольца к цилиндру наблюдается некоторый перегиб образующих. Этому перегибу способствуют силы в зацеплении, прижимающие зубчатый венец к плоскости гибкого подшипника генератора. Эти силы изгибают кольцо подшипника.
Зубчатый венец 12 с внутренним зацеплением крепится к подвижной раме.
Зубчатые венцы различаются числом зубьев. Шестерню 8 перемещают вдоль вала /, вводя в зацепление с тем или иным венцом. Для удобства переключения с одного режима на другой предусмотрено перемещение шестерни 8 в положение, где зубья или впадины зубчатых венцов 7 совпадают.
Зубчатый венец ограничивается внешним и внутренним торцами. Действительные профили зубьев конических колес весьма близки к профилям воображаемых приведенных цилиндрических колес с радиусами начальных окружностей, равными длинам образующих дополнительных конусов.
Зубчатые венцы, шатуны, зубчатые колеса, пальцы, оси и другие детали станкостроения, автотракторостроения, горнорудного, угольного и других отраслей машиностроения. Сталь 15ХГН2ТА применяется для изготовления тяжелонагруженных зубчатых колес грузовых автомобилей. Сталь 15Х2ГН2ТРА рекомендуется для зубчатых колес, коленчатых валов с цементируемыми шейками, шатунов с цементируемой внутренней поверхностью. Сталь 15ХГН2ТА имеет большую прокаливаемость, чем сталь 12ХНЗА, обеспечивает более высокую прочность сердцевины зуба, менее склонна к перегреву. Недостатки стали 15ХГН2ТА по сравнению со сталью 12ХНЗА: большая склонность к перенасыщению поверхностного слоя углеродом, что может привести к хрупкости цементуемого слоя; худшая обрабатываемость резанием.
Зубчатый венец напрессован на маховик с натягом от - 0 204 до - 0 411 мм. Зазор по диаметру между установочной поверхностью фланца коленчатого вала и посадочным отверстием маховика равен от 0 000 до 0 076 мм.
Схема выверки разъемного зубчатого венца при установке на карусельном станке.
Обработка зубчатых венцов представляет некоторые особенности.
По конструкции зубчатые венцы бывают цельные и разъемные, с наружным или внутренним зацеплением. Разъемные венцы с наружным зацеплением могут быть с обработанными и литыми, необработанными, зубьями; по форме — с прямыми, косыми и шевронными зубьями. Разъемные венцы с внутренним зацеплением следует рассматривать как редкое исключение. В качестве заготовок для разъемных венцов применяются стальные или чугунные отливки в виде двух половин.
Обработка зубчатых неразъемных венцов с наружным и внутренним зацеплением выполняется с соблюдением общих принципов, рассмотренных при обработке заготовок зубчатых колес. При разработке технологии необходимо обращать внимание на меньшую конструктивную жесткость венцов, принимая необходимые меры для исключения деформаций в процессе механической обработки. Наличие разъема в венцах создает необходимость иного построения технологического процесса механической обработки заготовки для зубонарезания. Разъемные венцы с обработанными зубьями выполняются обычно не выше 8 степени точности.
Обработка плоскости разъема. Порядок обработки в этом случае зависит от конструктивного оформления разъема венца. Плоскость разъема должна быть выполнена так, чтобы она располагалась по впадине зуба, не ослабляя его прочности. Соответственно для прямых зубьев плоскость разъема прямолинейна; для косых зубьев плоскость разъема по толщине венца прямолинейна, а по ободу проходит под углом, соответствующим углу наклона зуба; для шевронных зубьев по ободу делается угловой разъем.
Для венцов с прямыми зубьями плоскость разъема строгается или фрезеруется на расточных или продольно-фрезерных станках. При строгании обе половины устанавливаются плоскостью разъема к боковому суппорту. На расточном или продольно-фрезерном станке каждая половина фрезеруется отдельно.
Для шевронных венцов фрезерование производится с трех установок. С первой установки обрабатывается диаметральная плоскость разъема. Затем с двух установок обрабатывается угловой разъем. Фрезерование одной стороны наружной и внутренней поверхности углового разъема производится концевой фрезой за одну установку. Затем эти же переходы повторяются при третьей установке, на которой заканчивается обработка разъема.
Карусельная операция. Особенностью обработки разъемного венца является то, что необходимо не только выверить венец по окружности, но и, что очень важно, совместить плоскость его разъема с диаметральной плоскостью шпинделя станка. Несоблюдение этого положения, как не трудно видеть, приведет к тому, что разъем пройдет не по впадине, а заденет часть тела зуба, и, таким образом, венец будет испорчен.
Для выверки венца по плоскости разъема применяются различные способы, в частности, используется следующий прием. Венец предварительно выверяют по разметке. Затем по плоскости разъема натягивают проволоку диаметром 0,5 мм, и по ней при помощи чертилки, закрепленной в резцедержателе вертикального суппорта, производят выверку венца относительно плоскости разъема (фиг. 171).
В первом положении планшайба устанавливается так, чтобы плоскость разъема (проволока) располагалась параллельно направлению поперечины станка. В этом положении замеряется расстояние между острием чертилки и проволокой, после чего планшайба поворачивается на 180°, и производится повторный замер.
Фиг. 171. Схема выверки разъемного венца при установке на карусельном станке : 1 — первое положение планшайбы; 2 — второе положение планшайбы.
Если, например, в первом положении планшайбы замер давал 40 мм, а во втором 50 мм, то, следовательно, венец нужно сместить в сторону большего размера на (50-40)/2 мм.
Фиг. 172.
Разъемные венцы большого диаметра в ряде случаев приходится устанавливать на зуборезных станках на торцы необработанных лап (фиг. 172). Такая установка сопряжена со значительными затратами времени на выверку и закрепление венца и не обеспечивает достаточной жесткости крепления детали, что приводит к вибрациям и снижению режимов резания. Для устранения этого недостатка целесообразно протачивать торцы лап со стороны базового торца А, чтобы они могли служить установочными базами. Протачивание может выполняться на карусельном станке во время выполнения других переходов за счет перекрывающегося времени.
Наличие надежной установочной базы дает возможность повысить режимы резания, улучшить качество обработки и снизить время на установку и выверку венца на 20—25%. Положение базового торца при обработке венца предопределяется его конструкцией. Базовым торцом, очевидно, должен быть тот, который расположен со стороны центрирующей заточки, базирующей венец при установке его на место, и он должен быть обточен с одной установки с наружной поверхностью обода. Это очень важно учитывать при разработке технологического процесса. На базовом торце также следует предусмотреть нанесение круговой риски.
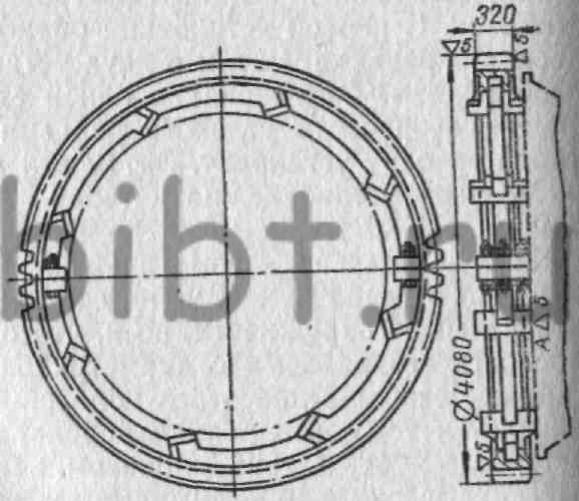
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий (рейка, венец с внешними зубьями) с пустотелыми зубьями пластическим деформированием. Зубчатый венец имеет в теле каждого зуба по его длине поверхность раздела, которая выполнена на всю толщину обода и является продолжением полости зуба. Сущность способа состоит в том, что предварительно получают заготовку в виде развертки зубчатого венца, затем в теле каждого зуба выполняют по его длине прорезь, выходящую на противоположную зубьям поверхность заготовки, после чего производят гибку полученной заготовки в направлении смыкания прорезей и обжатие. Это позволяет повысить нагрузочную способность и долговечность зубчатого венца, а также расширить технологические возможности способа его формообразования. 2 с. и 1 з.п. ф-лы, 4 ил.
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий (рейка, венец с внешними зубьями) пластическим деформированием. Известна конструкция самоустанавливающихся зубчатых колес, в которых необходимая дополнительная податливость для выравнивания распределения нагрузки по длине контактных линий, снижения ее динамических составляющих и виброактивности зубчатой пары в целом обеспечивается увеличением податливости самих зубчатых зацеплений. Известны конструкции зубчатых колес, в которых дополнительная податливость зубчатых зацеплений достигается применением зубчатых венцов с пустотелыми зубьями. Параметры полостей, выполненных в зубьях венца, зависят от формы профиля зубьев, материала, характера ожидаемой нагрузки и т.д. Однако известные зубчатые венцы с пустотелыми зубьями сложны конструктивно и технологически, их формообразование связано с применением трудоемких операций при изготовлении и сборке, что препятствует распространению указанных зубчатых венцов в конструкциях современных машин. Ближайшим по технической сущности к изобретению является зубчатый венец с внешними пустотелыми зубьями, в теле каждого зуба которого по его длине в вершине имеется поверхность раздела, являющаяся продолжением полости зуба. Зубчатый венец изготавливают способом, включающим предварительное выполнение в заготовке обращенных наружу прорезей с шагом получаемых зубьев и последующее накатывание зубьев с образованием в теле каждого зуба по его длине полости с поверхностью раздела в вершине. Целью изобретения является повышение нагрузочной способности и долговечности зубчатого венца, а также расширение технологических возможностей способа его формообразования. На фиг. 1 показан зубчатый венец; на фиг. 2 - заготовка, являющаяся частью развертки готового изделия; на фиг. 3 и 4 - возможные варианты схем обжатия зубчатого венца. Зубчатый венец содержит обод и пустотелые зубья, в теле каждого из которых по их длине выполнена поверхность раздела 1, являющаяся продолжением полости зуба 2. Способ формообразования зубчатого венца осуществляется следующим образом. Из полосы, толщина которой соответствует ширине венца, получают заготовки, являющиеся частями развертки готового изделия с зубчатым профилем 3. В каждой части развертки перед гибкой выполняют прорезь 4, выходящую на обращенную внутрь зубчатого венца поверхность развертки. Прорезь в части заготовки, не принадлежащей зубьям, имеет ширину b, расстояние по нормали от поверхности впадин зубьев развертки до плоскости измерения ширины прорези и угол профиля . Ширину b прорези в части развертки, не принадлежащей зубьям, выбирают из соотношения:
B t - (r в -) tg (/2) , где t - шаг зубьев развертки; r в - радиус впадин зубьев венца; - угловой шаг зубьев венца. Выражение для b получено из условия отсутствия смыкания прорези при последующей гибке, что обеспечивает сохранение по всему периметру при гибке одинаковой ширины развертки. В зависимости от размеров венца он может гнуться либо из одной, либо из двух и более частей. Согнутые части собираются и соединяются сваркой, стык выполняется по впадине. Место сварки зачищается любым из известных способов. Окончательную форму зубчатый венец приобретает в результате его обжатия, которое может осуществляться как штамповкой в клиновом штампе, так и раскаткой роликами в матрице, что определяется конструктивными возможностями технологической оснастки и оборудования. Главными элементами многосекторного штампа (фиг. 3), применяемого для обжатия заготовки 5, являются матрица 6, клин 7, прижим 8 и секторы 9. Под действием усилия Р происходит движение в радиальном направлении секторов 9 с обжатием заготовки 5. При обжатии раскаткой (фиг. 4) матрицу 12 с помещенной в ней заготовкой 5 устанавливают в ручей раскатного ролика 10. Усилием Q заготовку сжимают между матрицей и раскатным роликом. Вращение ролика 10 через заготовку передается матрице. При достижении требуемого усилия происходит раскатка внутренней части заготовки с образованием пустотелых зубьев венца. П р и м е р 1. Изготавливают зубчатый венец с модулем m = 6,5 мм, числом зубьев z = 69, шириной b = 42 мм, толщиной обода = 13,5 мм из стали 20ХНР. Заготовки получают из полос размерами 42 х 22 х 452 мм штамповкой на прессе ПО-443А усилием 20 МН с одновременным формообразованием клиновой части прорези, имеющей = 40 о, расстояние = 7,4 мм до ширины клиновой части прорези b = 3,9 мм. Оставшуюся часть прорези получают протягиванием на вертикально-протяжном станке мод. 7Б68. Согнутые три части венца сваривают встык с последующей зачисткой мест сварки. Обжатие зубчатого венца осуществляют штамповкой в многосекторном штампе с числом секторов n = 8 на прессе ПО-443А. П р и м е р 2. Изготавливают зубчатый венец, имеющий m = 2,5 мм, z = 84, b = 16 мм из стали 15Х. Заготовки получают из полос размерами 16 х 18,5 х 320 мм штамповкой на прессе ПО-443А с одновременным образованием прорези, имеющей = 40 о, расстояние = 2,8 мм до ширины клиновой части прорези b = 1,5 мм. Оставшуюся часть прорези получают протягиванием. Согнутые две части венца сваривают встык с последующей зачисткой мест сварки. Обжатие зубчатого венца осуществляют на профиленакатном полуавтомате А9526 с номинальным усилием нажимного ролика 0,36 МН при частоте вращения шпинделей 68 мин -1 и радиальной подаче 0,1-0,5 мм за один оборот матрицы. При испытаниях зубчатого венца его долговечность возрастает в 1,2-1,3 раза, а нагрузочная способность в 1,3-1,8 раза в сравнении с прототипом.
ФОРМУЛА ИЗОБРЕТЕНИЯ
ЗУБЧАТЫЙ ВЕНЕЦ С ВНЕШНИМИ ЗУБЬЯМИ И СПОСОБ ЕГО ФОРМООБРАЗОВАНИЯ. 1. Зубчатый венец с внешними зубьями, содержащий обод и пустотелые зубья, в теле каждого из которых по их длине выполнена поверхность раздела, являющаяся продолжением полости зуба, отличающийся тем, что, с целью повышения нагрузочной способности и долговечности венца, полости каждого зуба обращены внутрь венца, а поверхности раздела выполнены на всю толщину обода. 2. Способ формообразования зубчатого венца с внешними зубьями, при котором из полосы, толщина которой соответствует ширине венца, получают заготовки, являющиеся частями развертки готового изделия, производят гибку заготовок и соединяют с помощью сварки отдельные части зубчатого венца, отличающийся тем, что, с целью расширения технологических возможностей, в каждой части развертки перед гибкой выполняют прорезь, выходящую на обращенную внутрь зубчатого венца поверхность развертки, а после сварки осуществляют обжатие зубчатого венца. 3. Способ по п.2, отличающийся тем, что ширину b прорези в части развертки, не принадлежащей зубьям, выбирают из соотношения:B t-(r в -)tg(/2) ,
Где t - шаг зубьев развертки;
R в - радиус впадин зубьев венца;
Угловой шаг зубьев венца;
D - расстояние по нормали от поверхности впадин зубьев развертки до плоскости измерения ширины b.